







20MnCr5 VD Route Rolled Rounds – 50 to 200 mm
Production lot now available for immediate dispatch!Steelmet Industries presents 20MnCr5 VD Route Rolled Rounds in sizes 50 to 200 mm, […]
Production lot now available for immediate dispatch!Steelmet Industries presents 20MnCr5 VD Route Rolled Rounds in sizes 50 to 200 mm, […]

Freshly rolled and ready for dispatch!Steelmet Industries now offers C55 VD Route Rolled Rounds in sizes 120 to 200 mm,
New stock ready for dispatch!We now offer C45 VD Route Rolled Rounds in sizes 120 to 200 mm, standard length

Now available – SAE 4130 VD Route Rolled Rounds in sizes 120 to 200 mm, standard length 18–20 ft. SAE

Fresh stock of SAE 4140 VD Route Rolled Rounds now available in sizes 90 to 200 mm, standard length 18–20
This Diwali, light up your projects with incredible savings on premium Bright Steel Round Bars! Get high-quality MS / LC

Introduction SS304 stainless steel rounds are among the most versatile and widely used stainless steel products across industries. Available in
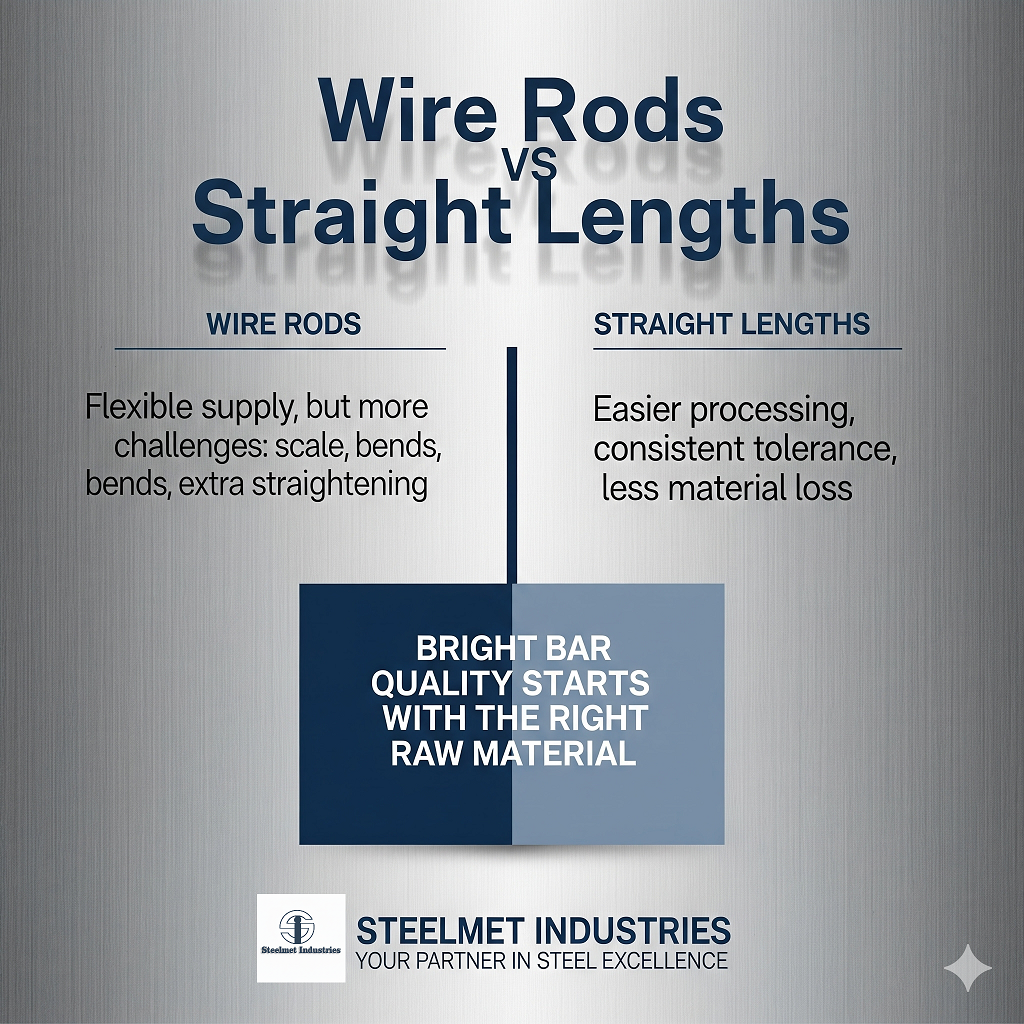
When it comes to manufacturing bright steel bars, two major raw material choices are available: wire rods and straight lengths
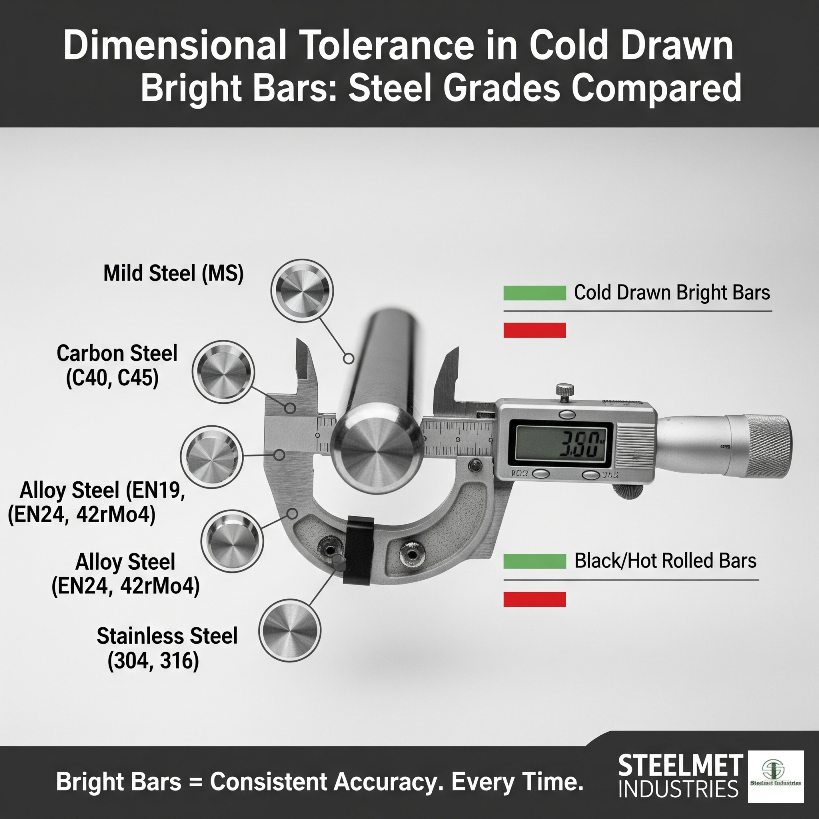
When it comes to precision machining, component fitment, and consistency, one of the most critical factors in steel bar selection
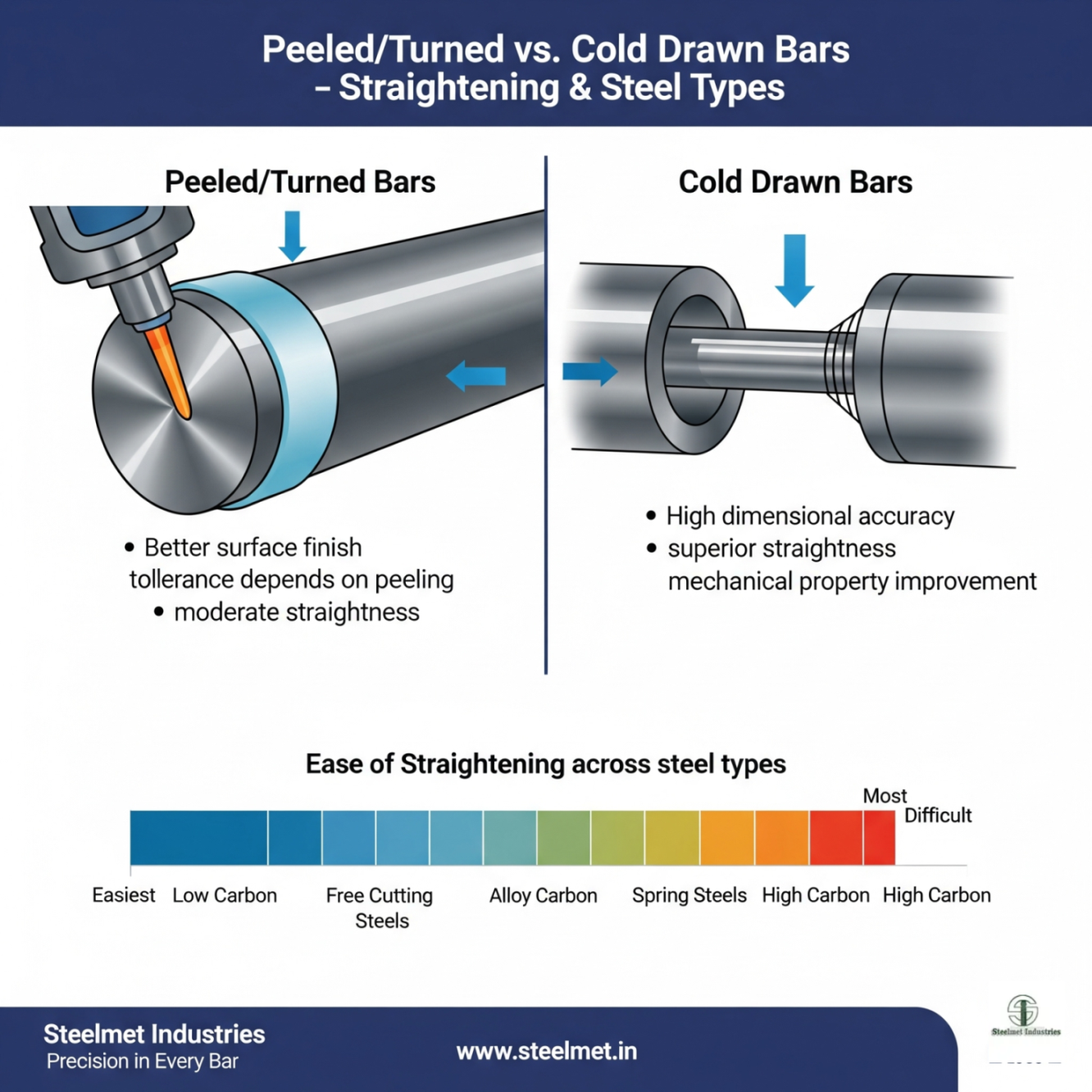
In the world of precision engineering, surface finish, straightness, and machinability play a critical role in the performance of steel